Whatsapp/Wechat:+86 18682185732 Email address:insight002@insight-t.com





| Model No | Specification | Cutting Dia | Neck Length | Cutting Length | Neck Dia | Shank Dia | Full Length |
| X6MNE01005 | 0.1*0.5L*0.08L | 0.1 | 0.5 | 0.08 | 0.085 | 4 | 45 |
| X6MNE0101 | 0.1*1L*0.08L | 0.1 | 1 | 0.08 | 0.085 | 4 | 45 |
| X6MNE01501 | 0.15*1L*0.12L | 0.15 | 1 | 0.12 | 0.13 | 4 | 45 |
| X6MNE015015 | 0.15*1.5L*0.12L | 0.15 | 1.5 | 0.12 | 0.13 | 4 | 45 |
| X6MNE01502 | 0.15*2L*0.12L | 0.15 | 2 | 0.12 | 0.13 | 4 | 45 |
| X6MNE0201 | 0.2*1L*0.16L | 0.2 | 1 | 0.16 | 0.18 | 4 | 45 |
| X6MNE02015 | 0.2*1.5L*0.16L | 0.2 | 1.5 | 0.16 | 0.18 | 4 | 45 |
| X6MNE0202 | 0.2*2L*0.16L | 0.2 | 2 | 0.16 | 0.18 | 4 | 45 |
| X6MNE0203 | 0.2*3L*0.16L | 0.2 | 3 | 0.16 | 0.18 | 4 | 45 |
| X6MNE0301 | 0.3*1L*0.24L | 0.3 | 1 | 0.24 | 0.27 | 4 | 45 |
| X6MNE03015 | 0.3*1.5L*0.24L | 0.3 | 1.5 | 0.24 | 0.27 | 4 | 45 |
| X6MNE0302 | 0.3*2L*0.24L | 0.3 | 2 | 0.24 | 0.27 | 4 | 45 |
| X6MNE0303 | 0.3*3L*0.24L | 0.3 | 3 | 0.24 | 0.27 | 4 | 45 |
| X6MNE0304 | 0.3*4L*0.24L | 0.3 | 4 | 0.24 | 0.27 | 4 | 45 |
| X6MNE0306 | 0.3*6L*0.24L | 0.3 | 6 | 0.24 | 0.27 | 4 | 45 |
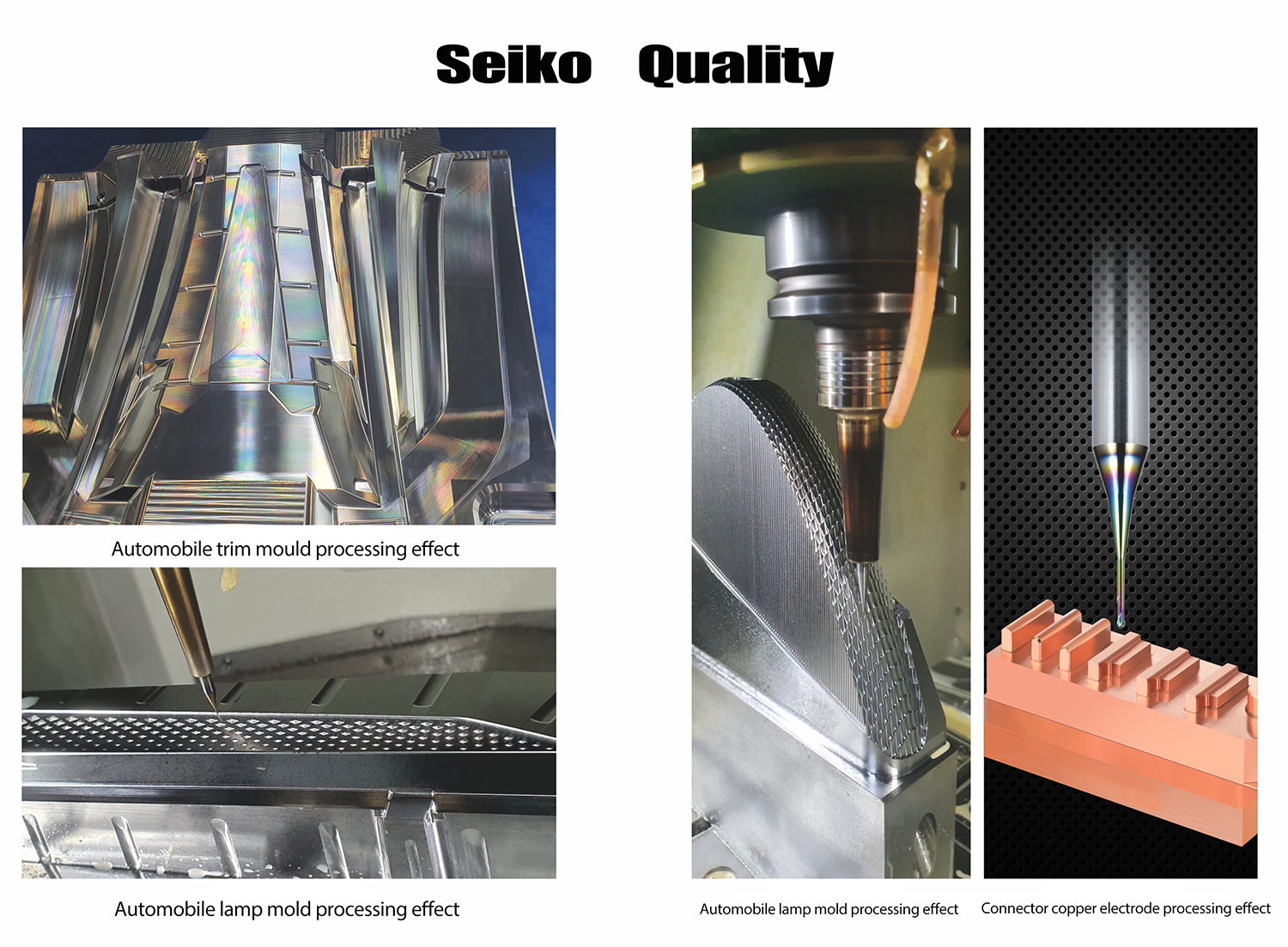
1.Realized stably long tool life against high hardened steels(48~65HRC).
2.Improved milling deflection and accuracy by advanced flute design.
3.Recommend to apply herical or ramping for approaching into axial direction.
4.Recommend to use oil mist coolant for machining hardened steel.
5.Reduce both spindle speed and feed at same rate for chattering and also for insucient spindle speed of a machine.
| Parameter Configuration | Information |
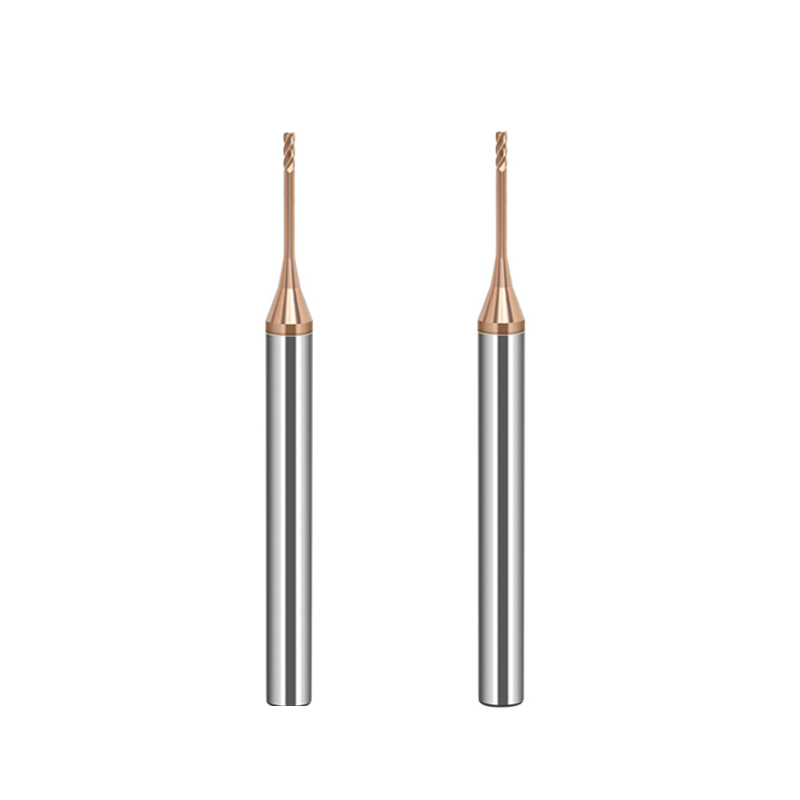
| Tool Type | Micro Diameter Milling Cutter |
| Material | Tungsten |
| Number of Flutes | 2-4 Flutes |
| Machine | CNC, Carving Machine |
| Work Hardness | 48~65HRC |
| Processing Method | Roughing, Semi Finishing, Finishing |
| Apply | Planing, Side Cutting, Slotting |
Work Material: Die Steel, Cast Iron, Red Copper, Carbon Steel, Alloy Steel, Prehardened Steel....